Советы электросварщикам-любителям.
1) Прежде всего хорошенько подумайте - для чего он вам нужен.
Если для души - это одно. Если для шабашек
- это другое.
Прикинте - не проще ли купить готовый.
Думаю, что в $200 можно
уложиться. ( После 17.8.98 - дешевле ;)
Только покупать
нужно либо, так сказать "промышленный", либо хо-
рошо сделанный
самодельный. А от изящных комбинированных агрегатов из
автомагазина (которые и аккумулятор заряжают, и стартер крутят, и,
якобы, варят) толку никакого. АМПЕРАЖ не тот :(
2) Есть
упрощенное мнение, что главное в св. трансе - какой
ток
он дает, каким диаметром электрода варит. Это так. о
это полдела. е
менее важно - сколько он при этом весит и как быстро
перегревается.
Если ваш транс может варить "тройкой" - это
хорошо. Если "четверкой" -
отлично! В быту больше не потребуется.
3) Известно, что
на постоянном токе дуга горит стабильнее. И на-
чинающий сварщик-любитель может
априорно решить, что без блока из че-
тырех мощных диодов ему не жить.
Это не совсем
так. Да,
дуга устойчива, но при однополярной дуге
оч. силен направленный перенос металла (из-за
электролиза). И это ВО
М ОГИХ СЛУЧАЯХ сильно мешает. Либо
вы неизбежно выжигаете дыру в листе
металла, либо делаете
кучу "залипух", которые потом отбиваются
молот-
ком. Брак.
а переменке этого нет. И спалив десяток электродов, вы самостоя-
тельно приобретёте
навык и вас перестанут волновать подобные пустяки.
Кроме того раньше (при социализме), мощные п/п клепали лишь два
завода - в Вильнюсе и в Саранске. Теперь, вероятно, один? И стоимость
четырех диодов типа Д800 была 100р (гос.цена). А
сейчас?.. Так что
бросьте... Полупроводники могут вам понадобиться в другом
месте.
4) Как
регулировать ток? Архиважный вопрос. Думаю, заслуживают
внимания три схемы:
а) тиристорный регулятор со стороны первичной обмотки
(плавно);
б) отводы и
перемычки со стороны вторичной обмотки (ступенчато);
в) внешний
реостат (!);
Про всякие механические девайсы
(раздвигающиеся катушки, вдвигаю-
щиеся сердечники забудте навсегда).
Подробнее этот
вопрос будет рассмотрен ниже.
5) И еще вопрос.
Какое брать железо и каким
проводом мотать? Су-
щественный момент. о его
необходимо предварить вопросом - где брать.
Возможны два
варианта:
а) переделывать
подходящий транс;
б) создавать с
нуля;
Очень заманчив
при социализме был вариант а). Вам всего лишь нуж-
но было оказаться с бутылкой в нужном месте в нужное время.
8*( ) Т.е.
когда в кинотеатре происходило списание кинопроекционного
аппарата. Да
будет вам известно,
что там газоразрядные ртутные лампы,
и текут там
ваши 50,
100, 150 и т.д. ампер (в
зависимости от числа кресел в зале
:). Правда трансы эти зачастую были
трехфазными (см. ниже).
Другим таким
источником при социализме была стройка. о я не про
кражу сварочных трансов через дыру в заборе. Боже упаси! Я
про то, что
параметры понижающих трансов, применяемых там (220в->36в), несколько
киловатт мощи, _ У_ОЧЕ Ь_ подходят к нашей задаче. И бывают однофазные
варианты.
6) И последнее.
Можно ли перекоммутировать обмотки мощных ТРЕХФАЗ-
ЫХ трансов так, чтобы
обойтись без перемотки?
Ответ - нет. Это
конструкция будет ОЧЕ Ь неоптимальной.
***
Теперь рассмотрим
конструктивные особенности трасформатора, сде-
ланого мной.
####
1) Транс собран
на # # - образном сердечнике. Железо по своим
####
магнитным свойствам попалось (со свалки) очень плохое :(
Сечение стержней
5х6 см.
2) Обе обмотки, и
первичная и вторичная, разделены на две полови-
ны
и намотаны по всей высоте обоих стержней. Высота катушек примерно
20-25см. Для обмоток
из стеклотекстолита (2-3мм) выпилены и
склеены
эпоксидкой катушки.
Магнитная связь
между первичной и вторичной обмотками
сильная.
Вертикальных воздушных охлаждающих каналов нет.
амотка сплошная.
Первичная обмотка
круглым медным проводом диаметром около 3мм.
Вторичная -
медная шина сечением 15 см^2.
Оба провода - голая медь в х/б
оплетке. Катушки ЩЕДРО пропитаны баке-
литовым лаком. Межслойная изоляция
оч. хорошая - фторопластовая.
При прикидочном
расчете задавался величиной 1.25 витка на вольт.
При этом напруга Х.Х. вторичной обмотки ~90 вольт.
В итоге
первичная/вторичная обмотки имеют 250 витков / 90 витков.
3) В первичной
цепи - тиристорный регулятор по обычной схеме (два
встречно-параллельных Т160).
Регулятор зашунтирован спиралью
от эл.
плитки на 500вт.
4) В первичной
цепи тепловой автомат AП-50 с током отсечки 40 A.
5) Выводы первичной
обмотки - болты M6,
вторичной обмотки выпол-
нены в виде латунных болтов M12.
6) Трансформатор,
тепловой автомат, тиристорный регулятор помеще-
ны в
корпус от УИП-1. Туда же интегрирован и блок из 4-x мощ-
ных диодов, но это
себя не оправдало. Постоянка нужна редко и
выгоднее
сделать блок внешним
Итоги: тройкой варит сколько хочешь, четверкой варит тоже нормаль-
но, но после пары длинных электродов
необходимо остудить транс (минут
20).
Ток
К.З. во вторичной цепи по оч. грубым прикидкам
300-400А (зави-
сит от того, насколько "сильна" та сеть 220v, куда подключен транс).
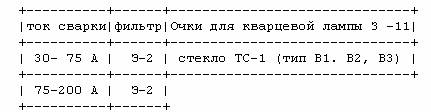
7) Маска. УФ
фильтр.
Сварочная
дуга испускает мощное УФ излучение. Для защиты глаз в
окошко маски вставляют УФ фильтр - темное стекло. Со
стороны сварки
его закрывают от брызг металла простым стеклом. Марки УФ фильтров при-
ведены в
таблице.
Регулировка тока
сварочного трансформатора
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
Существует
несколько схем, заслуживающих нашего рассмотрения.
1) Схема с
реактивной вторичной катушкой,
имеющей отводы. Для
примера приведена схема трансформатора TM300-П. Обратите внимание, чем
более слаботочный отвод вы используете, тем выше напряжение холостого
хода Uxx. Это благотворно сказывается на стабильности
дуги при малых
(для сварки) токах (см. прилагаемый GIF с BAX другого, правда, транс-
форматора).
Трансформатор Малогабаритный 300 A –
Переносной
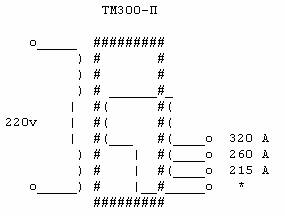
Первичная обмотка 120+90 витков.
Вторичная 20+(20+5+5) витков.
(20
витков на стержне, где первичная обмотка;
реактивная
обмотка на другом стержне -> 20+5+5)
2) Мне очень
нравится решение, которое я наблюдаю у казанских ша-
башников. Сварочный трансформатор сделан как
обычный, без всяких там
реактивных и тем более раздвижных
катушек. Ток же регулируется внешним
реостатом (!), выполненым в виде воздушной спирали из ~10 витков них-
ромового прутка (d=10 mm, D=100 mm). Сварочный провод цепляется к нуж-
ному месту этой спирали с помощью могучего крокодила. Разумеется,
"ре-
остат" нагревается при работе
- хватать его голыми руками не стоит.
Достоинства -
абсолютная простота и, => надежность. Трансформатор
имеет минимальный вес и габариты.
Вот только
попробуйте достать такой нихромовый пруток...
3) Тиристорный регулятор в первичной цепи. Тоже простое решение,
для тех, кто дружен с электроникой и имеет тиристор на 160 A.
Привожу (cm.
GIF) схемы. Одна схема
моя, на встречно включенных
тиристорах T160, зашунтированных спиральью 500Wt/220v. Схема
сделана с
явным запасом. Внимание! Тpебуетя
подбоp KH102,
C=4mkF, ППБ-3=10kOm.
Думаю, можно
было бы обойтись одним симметричным тиристором ти-
па TC160
или даже TC2-80, TC142-80. Готовой схемы
под рукой нет, но
для затравки привожу маломощную
схему на KU208
из журнала "Радио"
(cm. GIF;
рисовал не я).
Поджиг дуги BB разрядником
Особо продвинутые
агрегаты имеют еще и генератор поджигающих им-
пульсов...
Для поджига дуги (для
начальной ионизации) нужен пробой зазора
электрод-деталь (~3
кВ/mm) чтобы
не выполнять поджиг прикасанием
электрода к
изделию. У меня нет схемы
промышленного девайса для сва-
рочного аппарата, зато есть
аналогичный девайс для
кинопроекционного.
Вот генератор от кинопpоекционного аппаpата
"Чеpномоpец".
Там он поджигал ксеноновую лампу свеpвысокого
давления...
Так что если у вас есть знакомый киномеханик <%*\, можете
попробовать.
Констpукция агpегата такова (упpощенно).
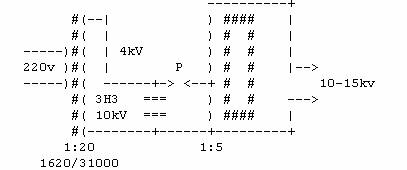
Это обычный сете- А это автотpанс
на феppите от ТВС.
вой тpанс на железе, Пpикол: обмотка - голая медная шина.
но со втоpичной об- (По ней в pеальной схеме
течет ток
моткой, не
боящейся от 50А и выше-она включена ПОСЛЕДО-
К.З. ВАТЕЛЬHО в сильноточную
цепь)
Изумляют две вещи:
1) pазpядник
воздушный (обычный винт М5)
2) если нет пpобоя там где должно быть, этот
АВТОГЕHЕРАТОР
постоянно шъет между витков катушки автотpанса.
Кpасиво!
Это схема от фирменного универсального (постоянка, переменка, аргон
>и др.) сварочного шведского аппарата. Работает изумительно. Повторяе-
>мость 100
%. Может подключаться не только
после силового сварочного
>трансформатора, но и после диодного (тиристорного)
моста.
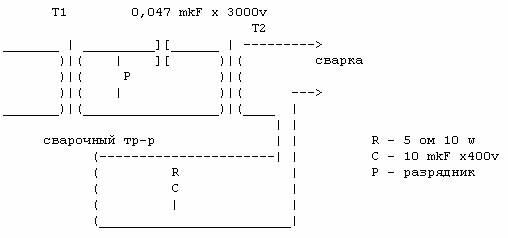
Детали: Т1 - 220\800 в - 200 вт
> Т2 - первичная - 1 вит провода 4мм^2 (монтажный,
обыкновенный)
>
вторичная - 9 вит шины 50мм^2 (ИЗОЛЯЦИЯ!! - 30
кВ)
>
сердечник - два штуки от ТВС
> Разрядник (Р)
- два пятака диаметром 10 мм на расстоянии 0,8 мм.
>
Пятаки из низкоуглеродистой стали. Лучше всего
>
показали себя пятаки из вольфрама.
>
Желательна регулировка зазора.
> Дополнительно нужна схема
отключения этого осциллятора (достаточно
> отключить питание от Т1) при
начале прохождения сварочного
тока. И
> кнопка на держаке - включение
сварки, чтобы не было постоянно высокое
> напряжение на электродах.
> А при сварке аргоном и схема включения клапана газа.
> А при использовании тиристоров - фильтр перед Т1.
> А при сварке алюминия - тумблер постоянного включения
осциллятора.
Коллеги не все так просто , как описано в этой рекомендации. Все
хорошо работает при отсутствии выходного
сварочного выпрямителя, а
ведь нержавеющие и
легированные стали вообще на пост токе
варят, а
алюминий на переменном, и не для
загрязненного металла это использует-
ся, а
для снятия оксидных пленок с алюминия и легированных стале и
сплавов. Автоматика
управления подачей аргона в горелку намного слож-
нее указанной, ведь
цена аргона не всем покарману, а продувать нужно
до сварки, во время сврки и еще
некоторое время после сварки, да и ох-
лаждение водой в случае
ПВ100% или больших толщинах свариваемых дета-
лей тоже обязательно. Также необходимо согласно Правил
установить уст-
ройство ограничения Uхх и времени работы на хх
осциллятора. Промышлен-
ные образцы намного сложнее в
изготовлении и эксплуатации,
возьмите
отечественную УДГУ-302 или
известный "Удар".